








铝合金型材生产厂家 cnc加工 挤压铝型材 铝型材cnc加工 铝壳cnc加工 cnc钻孔 精密零件加工 铝型材模具制造 铝型材挤出 铝合金挤出件
铝材挤压厂家 铝合金型材/铝材定制
一、从一根铝棒到精密零件,我们自己做
腾图铝制品是一家从模具设计、挤压成型,到后续的CNC精密加工、表面处理,所有工序都能一站式完成的生产厂家。这意味着两件事:一是中间没有转手加价,二是交期和质量全程可控。
我们服务的主要是两类客户:一类是需要标准工业铝型材(如流水线框架、设备支架)的用户;另一类是开模定制异型材,并且还要做进一步钻孔、铣削、切割甚至表面处理的客户。后者是我们的核心优势——挤压成型之后直接上CNC,效率和精度都更高。
二、我们提供哪些具体服务?
- 铝型材挤压
常规牌号:6063-T5、6061-T6、6005-T5、7075-T5等。
异型材开模:根据你提供的截面图(2D或3D),设计挤压模具,样品确认后批量生产。
常用规格:20mm×20mm 至 300mm×150mm 范围内的工业型材、圆管、方管、角铝、槽铝、散热器型材等。 - CNC深加工(配套服务)
挤压出来的型材如果需要进一步加工,我们直接用CNC加工中心、数控铣床、数控钻床、自动切割锯床来完成。常见的加工内容: - 一站式表面处理
我们有自己的氧化厂和长期合作的喷涂线,可以完成:
三、为什么采购方愿意选择这种“挤压+CNC”一体模式?
分开采购的情况很常见:先找挤压厂拿型材,再拉到另一家CNC厂加工,中间还可能要第三家做氧化。这里面的问题不只是麻烦,还有损耗和责任推诿——加工出来尺寸超差了,到底是型材直线度不好,还是CNC装夹不对?说不清楚。
铝型材挤压+CNC精加工+表面处理一站式服务, 好处很直接:
- 尺寸链不中断:挤压出来的毛坯直接上CNC,基准统一,不会因为两次装夹产生累积误差。
- 废品责任清晰:全部由我们负责,你不用在几家供应商之间协调。
- 节省物流和时间:少了两次运输和排队等待,小批量订单的交付周期可以压缩到7-10天。
四、支持小批量定制,没有起订量焦虑
很多挤压厂不愿意接小单,因为换模具、调机的时间成本高。我们的做法是:常规截面(比如30×30、40×40方管)可以接受几百公斤起订;异型材开模,模具费单独计算,首单500公斤以上即可生产。如果开模后只需要少量成品——比如你做设备样机,只要几十米型材再加CNC加工——我们也接,单价会高一些,但至少不用硬着头皮订几吨。
五、设备与精度一瞥
| 设备类型 | 型号/规格 | 说明 |
|---|---|---|
| 铝型材挤压机 | 630T – 1800T | 适合中小截面型材,挤压比稳定 |
| CNC加工中心 | 三轴/四轴,进口系统 | 主轴转速12000rpm,定位精度±0.005mm |
| 数控双头锯 | 自动送料 | 切割长度精度±0.1mm |
| 数控钻铣床 | 带刀库 | 适合型材上的批量孔加工 |
| 三坐标测量仪 | 进口 | 用于首件检测和抽检 |
六、典型应用场景
- 自动化设备:流水线铝型材框架、直角连接件、T型螺母安装槽、传感器支架
- 电子散热:LED灯具散热器、功放壳体散热片、电源外壳
- 医疗器械:铝合金推车组件、设备外壳、仪器导轨
- 民用产品:展示架铝型材、家具边框、摄影器材滑轨
七、采购流程(从图纸到交货)
- 提供图纸或样品:2D工程图(PDF/DWG)、3D模型(STEP/IGS),或者寄送样品。
- 评估与报价:分析截面复杂度、挤压可行性、CNC加工工时、表面处理要求,给出含模具费(如需)的报价单。
- 模具制作(异型材):约7-10天出首样。
- 试挤压与确认:提供样品型材,客户确认尺寸和外观。
- 批量挤压:按订单量生产毛坯型材。
- CNC加工:按图纸进行钻孔、铣削、切割等。
- 表面处理(如需):自有氧化厂。
- 质检与包装:全检或抽检,用珍珠棉隔层+纸箱或木架包装。
- 发货:汽运或快递,提供发货单和检测报告。
八、常见问题(来自真实客户的提问)
问:你们最小起订量是多少?
答:常规型材(已有模具)500kg起;如果是新开模具样机阶段,开模后只做几十公斤CNC成品也可以协商,单价会相应调整。
问:挤压+CNC一起做,精度能保证吗?
答:挤压型材本身有直线度和扭曲度(GB/T 5237标准),CNC加工时我们会以加工面为基准重新找正。最终尺寸精度按图纸上的公差要求控制,常规±0.05mm,精加工±0.01mm需要单独约定。
问:深孔加工最深层能到多少?
答:在型材端面上钻深孔,使用枪钻工艺可达200mm以上,但需要评估孔径与深度比。建议控制在深度≤10倍孔径,超过此范围加工时间大幅增加。
问:你们能提供材质证明吗?
答:可以。每批铝棒附带原厂材质报告(化学成分、力学性能),成品可提供自检报告或第三方检测报告。
问:异型材开模后,模具归谁?
答:模具费由客户承担,模具产权归客户。后续返单时,只需支付生产费和模具保养费,不再重复收模具费。
为什么不是“最便宜”,但很多客户选择长期合作?
铝加工这个行业,价格低的不一定最终成本低——型材尺寸偏薄、CNC加工毛刺没去干净、氧化膜厚不均匀,这些问题等到装配时才发现,返工和报废的成本远超当初省下的那点加工费。我们的底线是:不偷壁厚,不用回收料,不省去毛刺和清洗工序。价格按实际工时和材料算,不玩低价接单、中途加价的套路。
如果你手头有铝型材定制需求,不管是一根异型材还是一个需要CNC精密加工的部件,欢迎发图纸过来。我们会先判断挤压可行性,再给出清晰的报价和交期,能不能做、多少钱、多久交,一次性说清楚。
东莞市腾图铝制品有限公司
主营:铝型材挤压 | 铝合金异型材定制 | CNC精密加工(钻孔/铣削/切割)| 一站式表面处理
地址:东莞市潢新围路9号福创科产业园4A栋一楼
铝型材挤压厂家、铝合金型材定制、CNC铝深加工、异型材开模、精密铝加工、小批量铝定制、阳极氧化铝型材

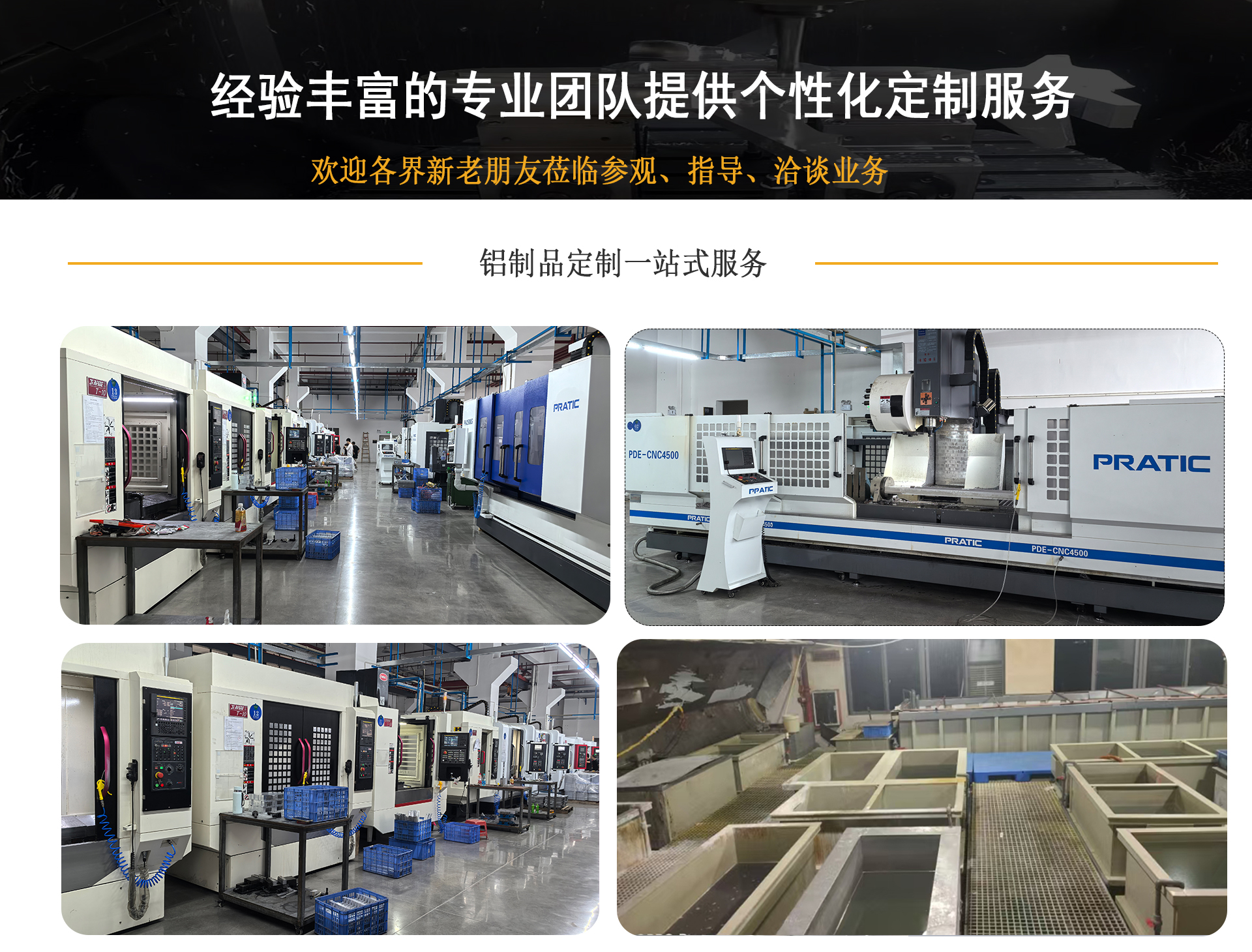



腾图铝制品是一家实实在在的铝型材挤压工厂,不是贸易商。从铝棒加热、模具设计、挤压成型,到后续的CNC精密加工、表面处理,所有工序都在我们自己的车间完成。这意味着两件事:一是中间没有转手加价,二是交期和质量全程可控。
我们服务的主要是两类客户:一类是需要标准工业铝型材(如流水线框架、设备支架)的用户;另一类是开模定制异型材,并且还要做进一步钻孔、铣削、切割甚至表面处理的客户。后者是我们的核心优势——挤压成型之后直接上CNC,不用换厂、不用二次对图,效率和精度都更高。
二、我们提供哪些具体服务?
铝型材挤压
常规牌号:6063-T5、6061-T6、6005-T5、7075-T5等。
异型材开模:根据你提供的截面图(2D或3D),设计挤压模具,样品确认后批量生产。
常用规格:20mm×20mm 至 300mm×150mm 范围内的工业型材、圆管、方管、角铝、槽铝、散热器型材等。
CNC深加工(配套服务)
挤压出来的型材如果需要进一步加工,我们直接用车间里的CNC加工中心、数控铣床、数控钻床、自动切割锯床来完成。常见的加工内容:
精密钻孔(含深孔、台阶孔、螺纹孔)
铣削平面、开槽、铣异形轮廓
定长切割,端面铣平
攻丝、倒角、去毛刺
精度控制:普通尺寸公差±0.05mm,精加工可达±0.01mm
一站式表面处理
我们长期合作的氧化厂和喷涂线,可以配套完成:
阳极氧化(本色、黑色、金色、彩色)
硬质氧化(提高表面硬度)
喷砂、拉丝、抛光
粉末喷涂、氟碳喷涂
三、为什么采购方愿意选择这种“挤压+CNC”一体模式?
分开采购的情况很常见:先找挤压厂拿型材,再拉到另一家CNC厂加工,中间还可能要第三家做氧化。这里面的问题不只是麻烦,还有损耗和责任推诿——加工出来尺寸超差了,到底是型材直线度不好,还是CNC装夹不对?说不清楚。
我们把三道工序放在一个工厂做,好处很直接:
尺寸链不中断:挤压出来的毛坯直接上CNC,基准统一,不会因为两次装夹产生累积误差。
废品责任清晰:全部由我们负责,你不用在几家供应商之间协调。
节省物流和时间:少了两次运输和排队等待,小批量订单的交付周期可以压缩到7-10天。
四、支持小批量定制,没有起订量焦虑
很多挤压厂不愿意接小单,因为换模具、调机的时间成本高。我们的做法是:常规截面(比如30×30、40×40方管)可以接受几百公斤起订;异型材开模,模具费单独计算,首单500公斤以上即可生产。如果开模后只需要少量成品——比如你做设备样机,只要几十米型材再加CNC加工——我们也接,单价会高一些,但至少不用硬着头皮订几吨。
五、设备与精度一瞥
设备类型 型号/规格 说明
铝型材挤压机 630T – 1800T 适合中小截面型材,挤压比稳定
CNC加工中心 三轴/四轴,进口系统 主轴转速12000rpm,定位精度±0.005mm
数控双头锯 自动送料 切割长度精度±0.1mm
数控钻铣床 带刀库 适合型材上的批量孔加工
三坐标测量仪 进口 用于首件检测和抽检
六、典型应用场景
自动化设备:流水线铝型材框架、直角连接件、T型螺母安装槽、传感器支架
电子散热:LED灯具散热器、功放壳体散热片、电源外壳
医疗器械:铝合金推车组件、设备外壳、仪器导轨
民用产品:展示架铝型材、家具边框、摄影器材滑轨
七、采购流程(从图纸到交货)
提供图纸或样品:2D工程图(PDF/DWG)、3D模型(STEP/IGS),或者寄送样品。
评估与报价:分析截面复杂度、挤压可行性、CNC加工工时、表面处理要求,给出含模具费(如需)的报价单。
模具制作(异型材):约7-10天出首样。
试挤压与确认:提供样品型材,客户确认尺寸和外观。
批量挤压:按订单量生产毛坯型材。
CNC加工:按图纸进行钻孔、铣削、切割等。
表面处理(如需):发往合作氧化厂。
质检与包装:全检或抽检,用珍珠棉隔层+纸箱或木架包装。
发货:汽运或快递,提供发货单和检测报告。
八、常见问题(来自真实客户的提问)
问:你们最小起订量是多少?
答:常规型材(已有模具)500kg起;开模具的首单建议1000kg以上分摊模具成本。如果是样机阶段,开模后只做几十公斤CNC成品也可以协商,单价会相应调整。
问:挤压+CNC一起做,精度能保证吗?
答:挤压型材本身有直线度和扭曲度(GB/T 5237标准),CNC加工时我们会以加工面为基准重新找正。最终尺寸精度按图纸上的公差要求控制,常规±0.05mm,精加工±0.01mm需要单独约定。
问:深孔加工最深层能到多少?
答:在型材端面上钻深孔,使用枪钻工艺可达200mm以上,但需要评估孔径与深度比。建议控制在深度≤10倍孔径,超过此范围加工时间大幅增加。
问:你们能提供材质证明吗?
答:可以。每批铝棒附带原厂材质报告(化学成分、力学性能),成品可提供自检报告或第三方检测报告。
问:异型材开模后,模具归谁?
答:模具费由客户承担,模具产权归客户。后续返单时,只需支付生产费和模具保养费,不再重复收模具费。
为什么不是“最便宜”,但很多客户选择长期合作?
铝加工这个行业,价格低的不一定最终成本低——型材尺寸偏薄、CNC加工毛刺没去干净、氧化膜厚不均匀,这些问题等到装配时才发现,返工和报废的成本远超当初省下的那点加工费。我们的底线是:不偷壁厚,不用回收料,不省去毛刺和清洗工序。价格按实际工时和材料算,不玩低价接单、中途加价的套路。
如果你手头有铝型材定制需求,不管是一根异型材还是一个需要CNC精密加工的部件,欢迎发图纸过来。我们会先判断挤压可行性,再给出清晰的报价和交期,能不能做、多少钱、多久交,一次性说清楚。
东莞市腾图铝制品有限公司
主营:铝型材挤压 | 铝合金异型材定制 | CNC精密加工(钻孔/铣削/切割)| 一站式表面处理
地址:(建议补充真实地址)
电话/微信:(建议补充)
关键词: 铝型材挤压厂家、铝合金型材定制、CNC铝深加工、异型材开模、精密铝加工、小批量铝定制、阳极氧化铝型材


 复制产品链接
复制产品链接
 长按图片保存/分享
长按图片保存/分享
询盘


询盘


