

铝型材产品在挤压中产生裂纹缺陷的原因及消除方法
作者:东莞市腾图铝制品有限公司
浏览:
发表时间:2021-01-08 13:54:06
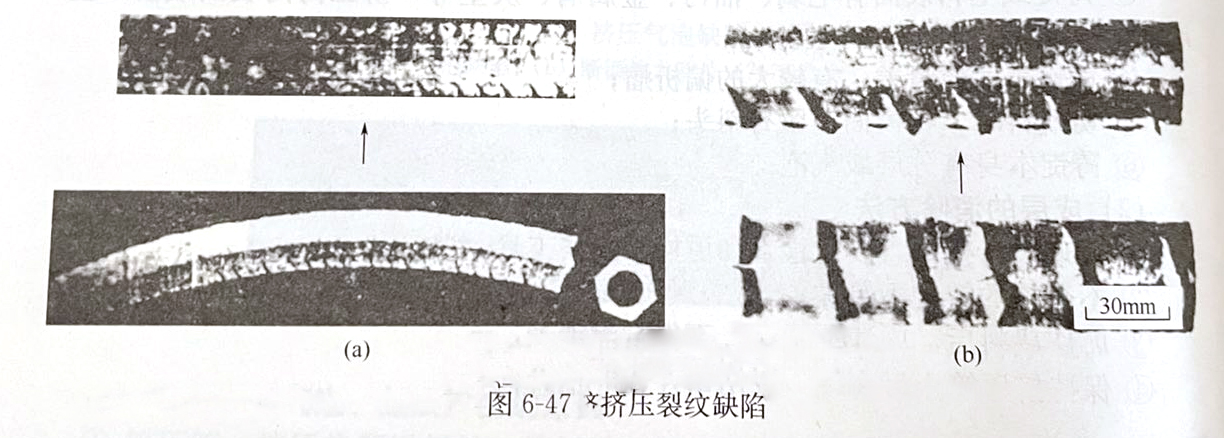
铝型材产品在挤压中裂纹缺陷产生的原因及消除方法
铝材挤压裂纹:挤压铝材棱角或厚度差较大的台阶附近产生锯齿(周期性)、开裂或撕裂。肉眼或微观上观察,按一定间隔产生开裂的较多见,高强度铝合金易产生这种开裂。挤压温度或挤压速度高时,挤压材料在高温下脆化,棱角半径处容易产生。
1、挤压铝合金产品挤压裂纹产生的原因
(1)挤压毛料温度过高;
(2)挤压速度太快;
(3)节流阀失控;
(4)加热炉仪表失灵;
(5)多孔挤压时,模孔排列太靠中心,使中心金属供给量不足,以致中心与边部流速差很大;
(6)铝材模具设计、制造不佳;
(7)铸锭均匀化退火不好。
2挤压铝型材产品产生裂纹的消除方法
(1)降低挤压温度及挤压速度。
(2)经常巡回检测仪表和设备,以保证正常运行。
(3)修改铝材模具设计、精心加工,特别是模桥、焊接室和棱角半径等处的设计要合理;挤压铝件端面的棱角部半径尽可能取大。
(4)在高Mg合金中尽量减少Na含量。
(5)铸锭进行均匀化,提高塑性和均匀性。
东莞市腾图铝制品有限公司拥有多年的铝材行业加工经验,为您提供铝材模具设计及挤出成型的专业意见,欢迎新老客户来电咨询。






文章推荐
医疗设备精密铝外壳定制案例
5000套订单提前15天交付:4轴CNC加工中心+专用夹具实战
我们如何对每一批铝制品做全流程尺寸与外观检测
铝制品一站式交付厂家 模具设计/铝挤压/CNC加工/阳极氧化
突破工艺瓶颈:铝合金 CD 纹小圆片整板冲压 + 阳极氧化创新方案
铝型材深加工质量管控:尺寸偏差与扭曲变形应对指南
新引进两台兄弟CNC加工中心,提升铝合金零件加工能力
为什么90%的高端铝合金精密零件选择CNC而非压铸?技术对比与选型指南
东莞市腾图铝制品有限公司成功交付大批量订单首批精密铝型材样板
汽车配件CNC加工订单顺利完成,如期交付
汽车铝合金零部件不同表面处理的腐蚀性能研究
铝合金挤压机的吨位、比压和挤压筒如何选择
你知道铝合金CNC加工中,粗糙度为什么偏偏是0.8,1.6,3.2,6.3,12.5吗
铝合金抛光成镜面的方法


